A impressão 3D FFF / FDM (fabricação por filamento fundido) mereceu seu lugar como uma das tecnologias de impressão 3D mais utilizadas – eliminando as limitações comuns de design e trazendo flexibilidade de design e facilidade de uso.
Para ajudar a garantir o resultado e o sucesso da impressão 3D, no entanto, é importante entender e confiar nas práticas recomendadas de design para impressão 3D FFF.
Quando você deve usar a impressão 3D FFF?
Primeiro, vamos analisar alguns dos prós e contras da impressão 3D FFF – bem como compará-la com outros métodos de fabricação.
Impressão 3D FFF vs. máquinas CNC
As máquinas CNC (controle numérico computadorizado) criam ferramentas ou peças automaticamente por meio de instruções codificadas e programadas.
A impressão 3D FFF supera o CNC em três áreas principais:
- Tempo de resposta rápida para pequenas quantidades;
- Fluxos de trabalho de fabricação mais curtos;
- Produção mais fácil de peças complexas.
Para a produção em lote, a impressão 3D FFF pode demorar mais, já que as máquinas CNC devem produzir peças mais rápido, assim que o produto for finalizado e o código G for produzido.
No entanto, isso geralmente leva as empresas a se apoiarem em uma frota de suporte de impressoras 3D para fazer backup da longa fila para CNC e simultaneamente criar peças.
Além disso, as máquinas CNC podem ser preferíveis para certas aplicações avançadas que não podem ser atendidas com filamentos como PLA ou ABS.
Leia também: Impressão 3D vs. Usinagem CNC
Impressão 3D FFF vs. moldagem por injeção
Ao avaliar a moldagem por injeção, a impressão 3D FFF se destaca por sua baixa barreira de entrada – em termos de custo e conhecimento.
A moldagem por injeção requer um alto nível de especialização, normalmente apenas com experiência prática, devido às centenas de parâmetros de processo e restrições de projeto.
Ao contrário da moldagem por injeção, a impressão 3D FFF não requer a criação e manutenção de um molde, e permite modificações de design rápidas e fáceis.
O maior benefício da moldagem por injeção é a produção rápida de grandes quantidades de peças e fornecer um produto final com um acabamento superficial mais liso.
Leia também: Guia dos processos de fabricação de plástico
Principais considerações para o design FFF
Ao projetar para impressão 3D, existem práticas recomendadas para ajudá-lo a obter o máximo valor de sua impressora 3D, para as peças que ela cria, para melhorar as taxas de sucesso de impressão, reduzir custos de produção e aumentar a velocidade do ciclo de desenvolvimento de seu produto.
Considere o volume de impressão
Suas peças podem ser tão grandes quanto o volume de impressão.
O volume da Ultimaker S5 é 330 x 240 x 300 mm, grande o suficiente para aproximadamente 80% das aplicações de nossos clientes, mantendo um alto nível de precisão.
Se uma peça for muito grande, recomendamos que você use a modularidade (impressão e combinação de partes separadas).
Usando um design modular, você pode imprimir simultaneamente duas peças em máquinas diferentes.
Você pode criar encaixes para juntá-las posteriormente.
Escolha a orientação da peça
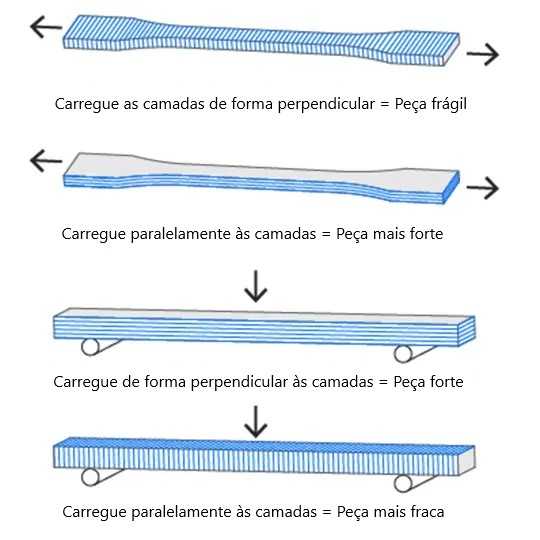
Como a impressão 3D FFF imprime camada por camada, determinar a orientação da impressão no início do processo ajuda a direcionar as escolhas de design, alinhamento e ajuste.
As propriedades mecânicas são anisotrópicas, o que significa que diferem dependendo de sua direção.
Como vimos aqui, se a amostra do teste de tração for impressa plana, ela será mais forte na direção de tração, porque as camadas estariam alinhadas nessa direção.
A orientação de uma peça afeta diretamente a localização das saliências – e se o projeto precisará de suporte.
Isso pode afetar o tempo geral de impressão, o tempo de pós-processamento necessário para remover o material de suporte e o acabamento da superfície de certas faces.
Avalie os requisitos de suporte
As peças impressas em 3D são autossuficientes em até 45 graus, o que é diferente de outras tecnologias de impressão 3D que requerem material de suporte para todos os ângulos.
Saliências abaixo de 45 graus devem ser apoiadas por baixo com material de suporte.
Siga as diretrizes de suporte de ponte
Como regra geral para a maioria dos filamentos básicos, a impressão 3D FFF não precisa de suporte ao fazer a ponte de materiais dentro de uma lacuna de 10 mm.
É importante notar, no entanto, que com resfriamento ativo e outras configurações de otimização, podemos imprimir até 25mm com PLA Tough em uma impressora 3D Ultimaker.
Fique atento ao tamanho do bico
Ao projetar suas peças, você deve considerar a altura, a espessura da parede e o tamanho do bico.
A altura mínima deve ser superior a 0,06 mm e a espessura mínima da parede deve ser 0,5 mm.
O menor bico que as máquinas Ultimaker usam tem 0,25 mm de diâmetro.
Se você estiver usando um bico maior, como 0,4 mm ou 0,8 mm, suas impressões serão muito mais rápidas, mas a altura e a espessura mínimas também aumentarão.
Projete pensando no diâmetro dos furos
O tamanho mínimo de um orifício depende do material e das configurações, e se refere ao menor furo que pode ser impresso sem ser preenchido com material.
Como regra geral, as características dos orifícios impressos em 3D não devem ser menores que 2 mm.
Se furos forem necessários, é recomendado projetar orifícios menores do que o pretendido e pós-processar com uma operação de perfuração.
Quando dois ou mais componentes são impressos juntos, mantenha um espaço de 0,6 mm para garantir que as peças se movam após a impressão.
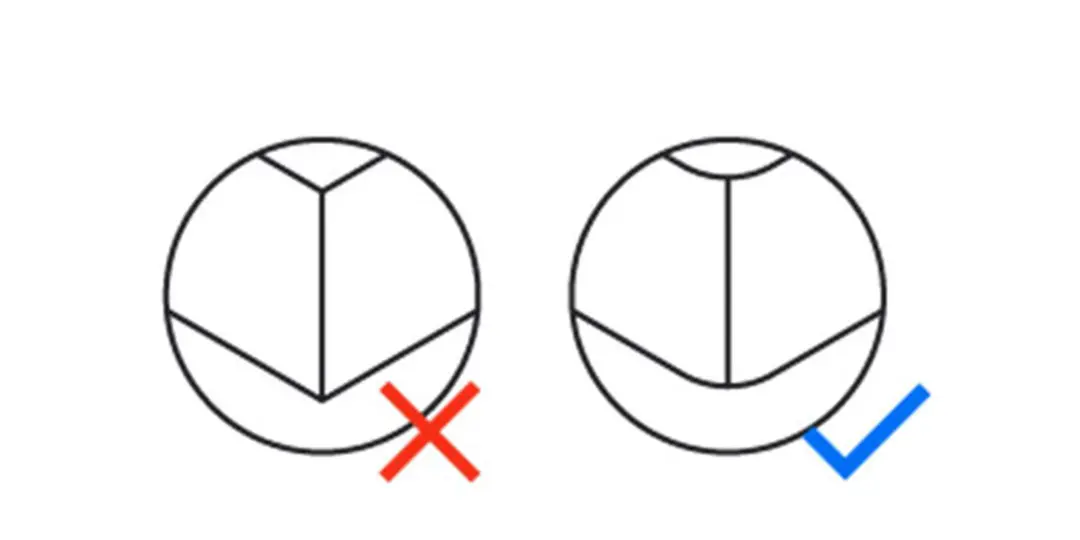
Evite cantos agudos
Cantos agudos podem ser modelados em CAD, mas a impressão pode deformar.
Aumentar a área da superfície em contato com a mesa diminuirá a probabilidade de empenamento.
Minimize o pé de elefante
Ao imprimir sem o raft (a superfície horizontal abaixo de uma peça impressa em 3D), a primeira camada pode ser um pouco maior do que o resto.
Isso se deve a um fenômeno chamado “pé de elefante”.
Embora raramente seja perceptível, diminui a tolerância de protótipos funcionais.
Ao adicionar um pequeno chanfro de 45 graus (borda de transição) na borda inferior da impressão, os efeitos do pé de elefante podem ser mitigados.

Para obter mais dicas e informações relevantes sobre modelagem, incluindo requisitos de peças, como escolher materiais e modelagem CAD para FFF, baixe nosso white paper, “Como projetar para impressão 3D FFF“.