Falhas de configuração na retração de uma impressora 3D são um problema para os resultados, podendo dar origem a características indesejadas no seu produto final.
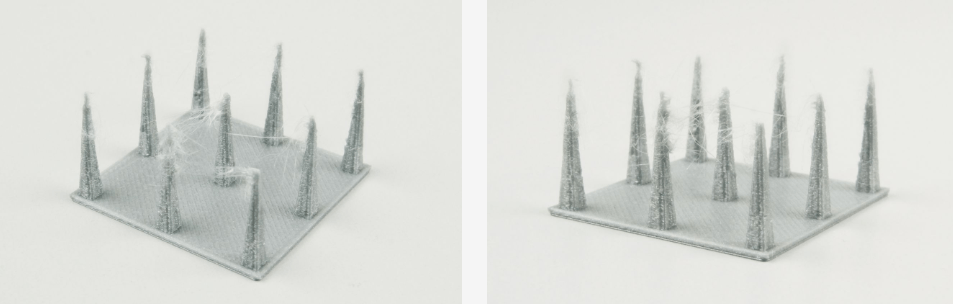
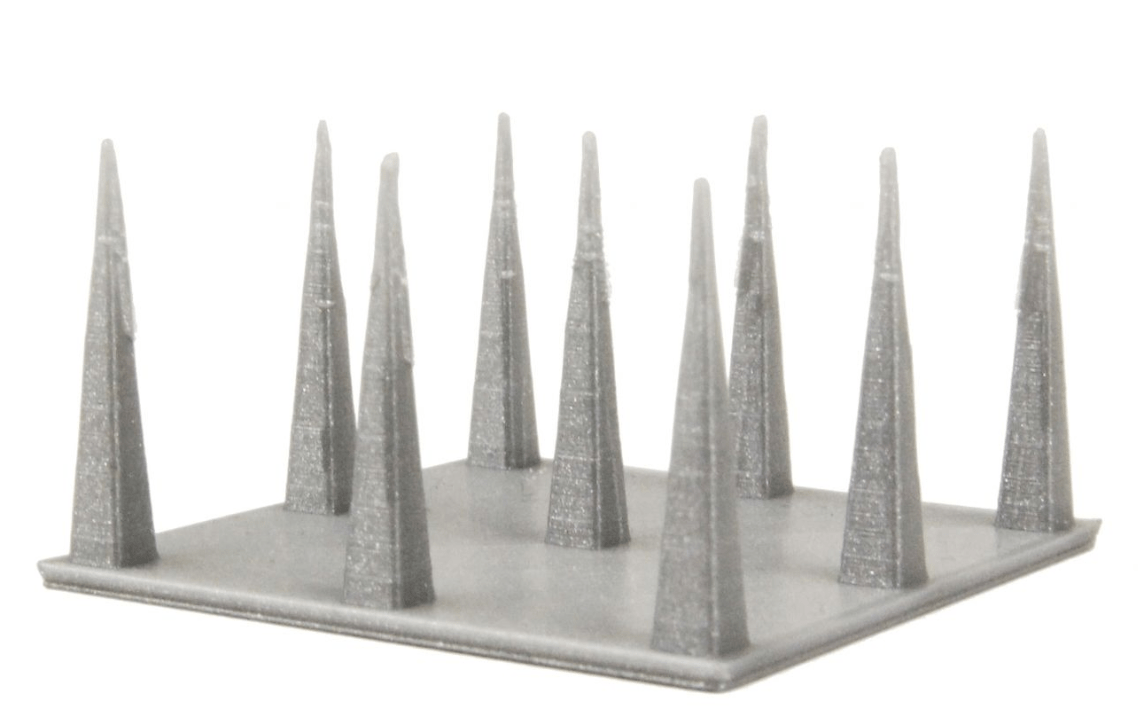
Por vezes, a impressão acaba com pequenos fiapos de plástico – chamados de strings ou “cabelo de anjo”.
A causa dessa anomalia pode variar, mas é possível prevenir a sua ocorrência.
Neste artigo, vamos entender melhor o problema e ensinar como corrigir o stringing.
Acompanhe até o final e boa leitura!
Por que acontecem os strings?
Durante uma impressão 3D, pode ser que a máquina produza um efeito indesejado no produto final.
Chamado de stringing, esse fenômeno acontece por causa do material utilizado em sua impressora ou ainda por erros de configuração, como uma retração mal calculada.
Em algumas partes de uma impressão, nas quais o equipamento precisa fazer um movimento de viagem entre duas partes, é importante contar com o uso da retração para que o plástico não fique no caminho.
O processo entra em ação quando o filamento é puxado um pouco para trás pelo alimentador – uma medida necessária para que não vaze do bocal durante a movimentação.
Essa retração pode ser configurada dentro do Cura – ou outro slicer de sua preferência – e é ativada de forma padrão pela máquina.
Como evitar stringing?
Como acabamos de ver, uma das causas do stringing é a retração mal ajustada.
A boa notícia é que o fenômeno pode ser evitado se a impressora 3D estiver bem calibrada.
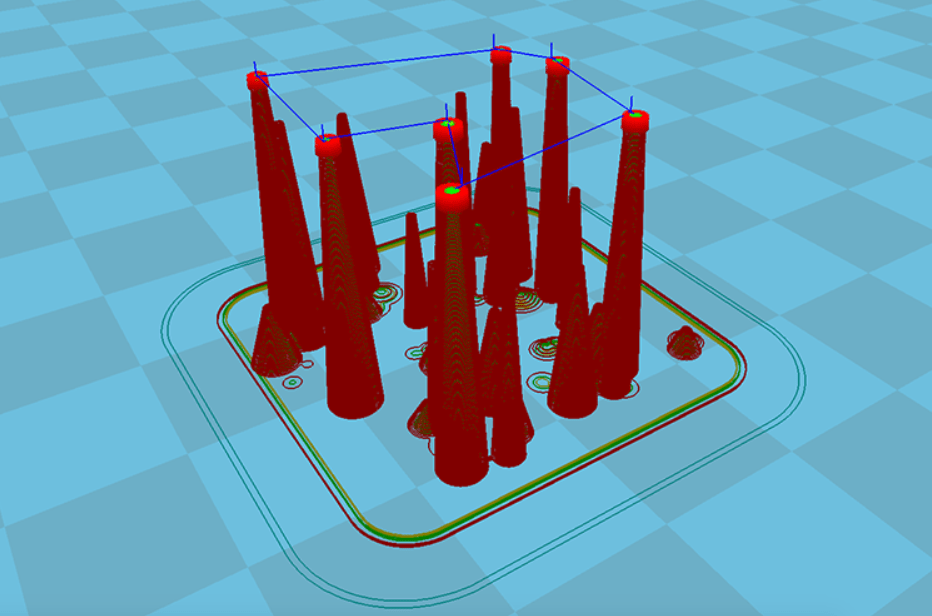
Essa configuração pode ser mais bem visualizada na seção “Camadas” do Cura” – as pequenas linhas verticais azuis-escuras representam as retrações na impressão.
Embora esse fator possa ser calibrado, ainda há uma chance de que pequenos fios de plástico apareçam em lugares que não deveriam.
Por isso, outra maneira de reduzir a quantidade de strings é verificando a temperatura configurada.
Uma temperatura alta significa que o material estará mais líquido e, assim, pode facilmente escorrer do bocal, ainda que ele esteja retraído.
Configurando para uma temperatura mais baixa, o material fica menos líquido e, portanto, com probabilidade menor de derreter de forma indesejada.
Não é tão simples determinar qual temperatura usar, porque isso depende muito do material e de outras configurações de impressão – até mesmo as cores podem interferir.
No entanto, caso você perceba que o trabalho está gerando fios indesejados, É recomendado que diminua a temperatura em intervalos de aproximadamente 10 graus para descobrir qual é a melhor calibração para o seu material.
De acordo com nossos testes, é possível baixar a temperatura para até 180° em impressões no PLA.
Como melhorar a qualidade da impressão 3D?
Quem deseja melhorar a calibração da impressão 3D deve sempre ter atenção às configurações da máquina e à composição dos insumos utilizados.
Quando você esfria a impressora, há uma chance de o material começar a ser extrusado em uma velocidade muito alta enquanto ainda estiver imprimindo.
Por isso, além de reduzir a temperatura, alterar a velocidade de impressão também pode ser interessante.
Desse modo, você deve ser capaz de alcançar a temperatura baixa de 180° para PLA com uma velocidade de impressão de aproximadamente 20mm/s.
Além disso, é possível aumentar a velocidade de deslocamento e, assim, a cabeça de impressão vai viajar um pouco mais rápido – e o material terá menos tempo para escorrer do bocal durante a viagem.
Uma velocidade de deslocamento de 200mm/s é indicada para a maioria das impressões.
Como configurar a retração da sua impressora 3D?
Confira a seguir nossas dicas para configurar a retração da sua impressora 3D sem erros.
Distância de retração
Esse parâmetro define a longitude do material que retrocede dentro do processo de retração.
O valor aqui varia de acordo com o tipo de insumo utilizado, o sistema de extrusão (Direct ou Bowden) e o modelo de Hot End.
Se você estiver usando materiais mais flexíveis, como o Filaflex (TPE), não se esqueça de desativar a retração para evitar que o filamento se enrole no bico do extrusor.
Velocidade de retração
Acima, nós já falamos um pouco sobre a importância de configurar a velocidade de retração adequada para o seu tipo de material.
Caso você opte por usar uma velocidade muito alta – acima de 70mm/s -, é essencial ter atenção para que o filamento não fique marcado, o que comprometeria a continuidade da impressão.
Deslocação mínima
A deslocação descreve a oscilação mínima do extrusor dentro do processo de impressão.
Em outras palavras, é a longitude mínima pela qual você quer que a retração seja realizada.
Enable Combining
Quando ativado, esse parâmetro evita que o Hot End se mova acima dos orifícios ou ocos do projeto.
Essa ação tem o potencial de impedir que restos de insumos fiquem acumulados nas partes internas das peças.
O recurso Enable Combining pode ser encontrado nas opções avançadas de retração da máquina, dentro do software de fatiamento que você estiver utilizando.
Lift Z
Por fim, o Lift Z – ou elevação do eixo Z ao retrair – faz com que o Hot End se mova no eixo Z dentro da distância indicada, ao mesmo tempo em que produz a retração.
Essa configuração pode ser útil especialmente na impressão de peças com muitos detalhes pequenos, onde o resto de materiais prejudica a qualidade final do objeto.
Como usar a torre de temperatura para calibrar impressora 3D?
Calibrar uma impressora 3D pode ser um desafio, sobretudo para quem não tem tanta experiência com a tarefa.
Um modelo que indicamos para ter bons resultados em sua configuração é a torre de temperatura.
Ela nada mais é do que um projeto pronto que ajuda a impressora a promover testes com o material utilizado até chegar à temperatura ideal.
Na internet, você encontra arquivos prontos com código para baixar e imprimir.
Impressora 3D não sai filamento: o que fazer?
Uma queixa comum entre os proprietários de impressoras 3D é de que a máquina não dispensa filamento.
De maneira geral, isso acontece quando o bico extrusor está entupido por um erro na temperatura, na altura ou na velocidade – é preciso descobrir a causa exata para que esse problema não se repita, assim como executar um processo de limpeza de bico.
Conclusão
São diversos os fatores que podem influenciar na qualidade da sua impressão 3D.
Em especial, a falta de uma configuração adequada para a sua retração é capaz de causar um defeito no produto final conhecido como stringing ou “cabelo de anjo”.
Esperamos ter ajudado você a evitar esses fiapos tão indesejados e, assim, elevar o nível da sua produção daqui em diante.
Conte com a Wishbox para agregar qualidade a seus projetos!